Science
Since the early 1900s, the predominant US domestic metabolic wastewater treatment method is the Activated Sludge (“AS”) process. AS depends on the precipitation of digested biosolids under precision-controlled process conditions. The AS process requires multiple tanks incorporating concentrated microorganisms and aerobic conditions, achieved by precision oxygen infusion and control, to digest the wastewater organics, remove nutrients and achieve required effluent quality.
AS systems incorporating multiple continuous-flow reactors and separate clarifiers are also referred to as sequential batch reactor (SBR) systems. In our treatment process, only one primary tank is used, in a continuous process.
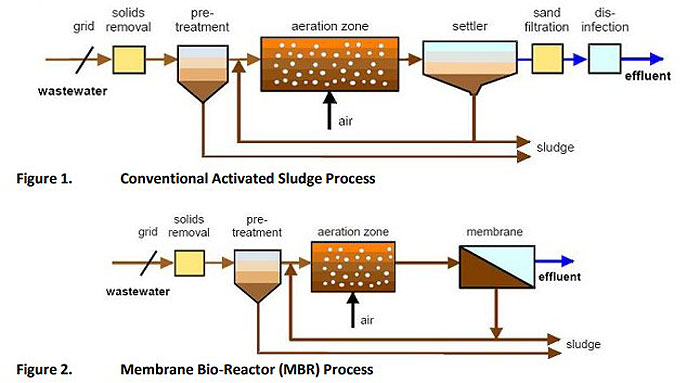


The incoming wastewater is subjected to oxidation and microbe digestion; solids-free water is extracted by a membrane system whereby particles above one micron are removed. This cleaned water is further treated with ozonation, chlorination and/or ultraviolet light sanitation treatment(s), killing any potential residual virus and bacteria and removing any odor, leaving the final effluent suitable for reuse. The discharged water plant effluent is used for groundwater recharge, irrigation, subsurface release, or discharge to surface waters.
Digested Biosolids are removed and taken to a landfill or to compost as a soil amendment. Avoiding the continuous testing and chemical addition and adjustments required by the Activated Sludge treatment process to achieve sludge bulking, on-site labor is minimized. With our Supervisory, Control and Data Acquisition (“SCADA”) technology, continuous remote monitoring and diagnostics can be reported to off-site management computer networks and smart phone platforms for service team dispatch to maintain high system efficiency and environmental compliance.
Significant Process Attributes
The process consists, minimally, of two tanks orbasins; a single (one) tank aeration basin for activated sludge, driven hydraulically in series with a second single (one) tank that is a membrane basin whose effluent is finely filtered water and a separate mixed liquor recycle stream.
i. With the introduction of membrane filtration, the aeration basin operates at a significantly high-activated microbe concentration and ably supported by an eductor based oxygenation system.
ii. There are no ancillary sub-systems and associated pumps, no clarifier required nor drive or traverse bridges. The site footprint is significantly smaller than a conventional plant with equivalent capacity through the elimination of un-necessary subsystems.
The GPBG-CES WWTP process achieves significant energy savings (up to 50%) as the entire plant operates using two fluid pumps.
Atmospheric pressure, non-compressed air is aspirated into very fine bubbles in the recirculating flow of activated sludge. The recirculating flow is directed in a torroidal pattern down the aeration basin wall, across the bottom, up the center of the tank, and then radially outward back to the walls in the basic configuration.
In an optimal configuration, a dual torroidal pattern can be induced to create an upper and lower recirculation as illustrated in Figure 2a with the external recirculation loop, that drives the internal pattern, illustrated in Figure 2 b.
The upper zone is predominantly aerobic driving aerobic respiration cycles and the associated conversion of carbonaceous constituents from the influent wastewater as well as nitrification of the organic nitrogen and ammonia present. The lower zone is predominantly anoxic, driving de-nitrification reactions and thereby achieving nitrification and de-nitrification in a single vessel.
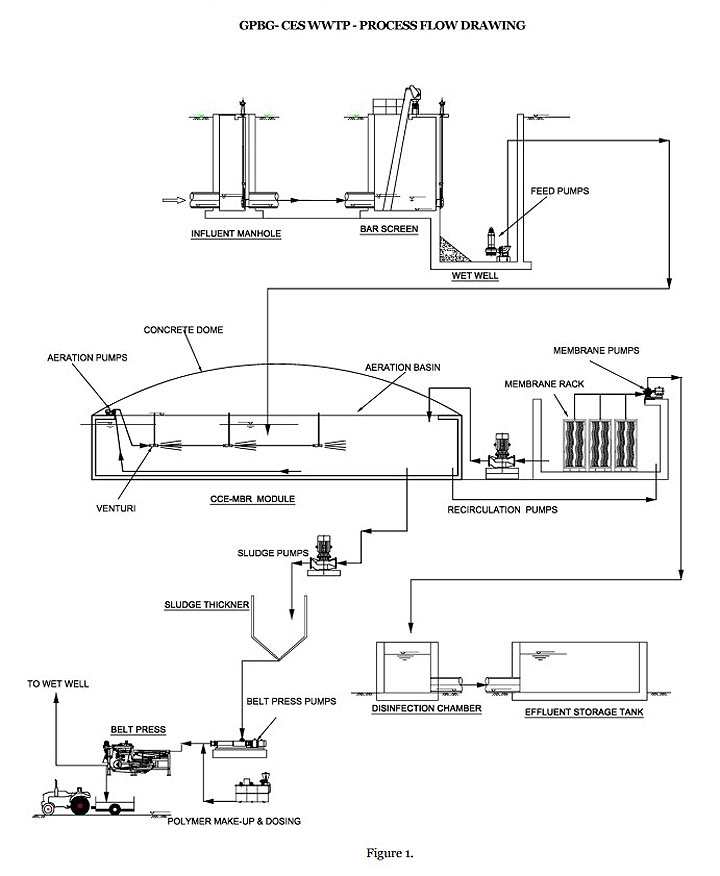
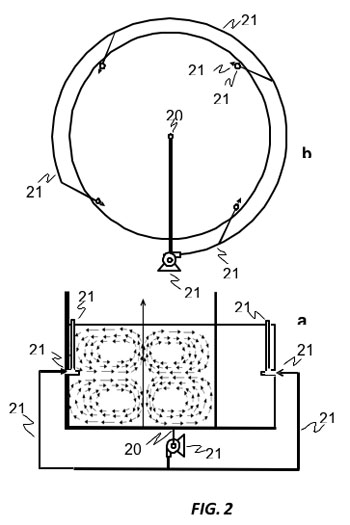
Surface aeration (by absorption of air into the water and the in-situ bulk recirculation top-to-bottom of the torroidal cells) also occurs, as well as the aeration basin’s flow pattern optimizing oxygen transfer rates and efficiencies.
The aeration basin’s complete mix flow pattern precludes stagnant, “dead” flow zones. This means that accurate control of Dissolved Oxygen is efficiently achieved in the GPBG – CES WWTP in two ways:
1. Controlling variable-speed drive pumps by which increased air volumes are aspirated as the flow rate is increased, or Modulating valves on the aeration basin transfer pump(s) to achieve oxygen loading rates.
2. Oxygen Transfer Efficiency >28% without membranes or acid cleaning is achieved through synergy of the basin flow pattern and the mechanical dispersion of very Clarification is achieved by Membrane filtration of the
effluent.
The use of the MBR provides three valuable functions
1. A much higher mixed liquor concentration of activated sludge can be achieved which reduces the aeration basin volume requirements. Compared to the 15-30 lbs of BOD5 consumed per day per 1,000 ft of a conventional activated sludge processes, the MBR can consume 50-100 lbs of BOD5 per day.
2. With conventional wastewater treatment, additional filtration is required to achieve reuse quality water. With our MBR technology, filtration post-treatment is not necessary as the membrane’s fine pores, ~0.1 micron, produce reuse grade permeate.
3. The GPBG-CES integrated MBR technology achieves much longer average sludge “age” vs a conventional activated sludge process thereby eliminating the need for the additional equipment and costs normally required for sludge digestion.